

 Pálinkás derautkoszorout mindenkinek, ma megint Baooolvin napja van, szerintem. Tavaly már felvedreztem egy cikket ugyanezen alkalomból az 1:160-ban meglehetősen alulreprezentált Baldwin-mozdonyokról, és annak idején már említettem, hogy aki úgy gondulokzik, hogy szóval hoszutávon gondulkozik, az már várhatja a folytatást. Tavaly még csak nyersanyag szintjén volt meg Baldwinék kerekorrú tehervonati mozdonya, nos, hát egyegyegy év alatt ereüvel, energiával sikerült ezt átalakítani kész modellé.
Pálinkás derautkoszorout mindenkinek, ma megint Baooolvin napja van, szerintem. Tavaly már felvedreztem egy cikket ugyanezen alkalomból az 1:160-ban meglehetősen alulreprezentált Baldwin-mozdonyokról, és annak idején már említettem, hogy aki úgy gondulokzik, hogy szóval hoszutávon gondulkozik, az már várhatja a folytatást. Tavaly még csak nyersanyag szintjén volt meg Baldwinék kerekorrú tehervonati mozdonya, nos, hát egyegyegy év alatt ereüvel, energiával sikerült ezt átalakítani kész modellé.
A „sharknose” RF-16-ból már létezik egy ideje N-es... utánzat, de elődjéből, a „babyface”-ből még kisszériás modellel se találkoztam N-ben, jobban kihazudta az ipar a kínálatból, mint a tizcentit a kétméterbűl. Ezen felbosszanva magam építettem egyet, azzal a nem titkolt szándékkal, hogy ezen dolgozzam ki a teknalaugiákat, amiket szükség esetén egy EMD-n is aakaamazhatok, de akkorra már okulva az addigi hibákból. Ami most következik, az leginkább tehát különféle új teknalaugiák és szemcseszerkezetek bemutatása egy konkrét ojjektumon.
Vót valamikó
Tavaly már írtam a Baldwin-féle dízelek történelméről, igaz, az anyag változatossága miatt eléggé vázlatosan. Most az ide vonatkozó témára még egyszer részletesebben rávasalok kétméterrű’: vegyük szemügyre kifejezetten a kerekorrú fővonali dízeleket, amikkel Baldwinék a 40-es évek végén próbálkoztak.
A háború végeztével az USA-ban hirtelen óriási piac nyílt meg a fővonali dízelmozdonyok előtt, és a kínálkozó lehetőségekről senki nem akart lemaradni, így a Baldwin se. Néhány másik gyártóhoz hasonlóan a Baldwinnak is volt azonban egy problémája: a háború alatt szünetelnie kellett a nagyvasúti dízelmotorok és fővonali vontatójárművek fejlesztésének, és amit t=0-ban azonnal kínálni tudtak, az nem csak az EMD-hez képest volt elavult, nem beszélve a korábbról örökölt és ki nem javított konstrukciós hibákról. A Baldwin ezt – részben kényszerűségből – úgy hidalta át, hogy átdolgozva ugyan, de lényegében az addigi négyütemű soros motorokat kínálta olyan módosításokkal, amelyek lehetővé tették pl. a turbófeltöltő alkalmazását. Ez volt a 600-as sorozat, melyet 6 és 8 hengeres kivitelben gyártott vasúti vontatójárművekhez, turbófeltöltővel (606SC és 608SC), vagy anélkül (606NA és 608NA). A Baldwin ezekre alapozta új fővonali mozdonyait, amelyeknek elrendezését és küllemét a korábbi, még VO-motorral épült fővonali gépeivel nyert tapasztalatok alapján némileg átdolgozta.
Az új fővonali mozdonyok belső elrendezésében és típusjelöléseiben is elég nagy volt a... hogy mondjam magának, változatosság (hát nézze, nálam nincs egy nagy rend), és sok minden menet közben, egy-egy nagyobb fiaskó után alakult, hogy aztán az okulás újabb, és szintén nem az üzemkészségükről híres típusokat eredményezzen. Főbb vonásokat azonban fel lehet ismerni ebben a szemcseszerkezetben is:
- Tehervonati mozdonyokat 608SC-vel építettek, és a hagyományos kéttengelyes AAR-B forgóvázakat tették alájuk, kicsit megnövelt tengelytávval, hogy elférjenek a hatalmas Westinghouse vontatómotorok. Ez a DR-4-4-1500 (néha DR-4-4-15), és ezen belül is több altípus létezett, jelentős különbségekkel.
- A tehervonati típus módosításának tekinthető a helyi személyvonatokhoz tervezett hattengelyes változat, a DR-6-4-1500: ez tulajdonképpen egy megnyújtott gépterű és gőzfejlesztővel kiegészített DR-4-4-1500, ami eredetileg háromtengelyes öntött forgóvázakat kapott (a New York Central ezeket a rossz futásuk miatt később lecserélte).
- Gyorsvonati mozdonynak kétmotoros (2×608NA, vagy 2×606SC) kialakítást ajánlottak, a más gyártóknál (ALCO, FM) is elterjedt háromtengelyes forgóvázakkal, amelyek futása nagyobb sebességnél is nyugodtabb volt a Baldwinnál egyébként használt öntött keretes forgóvázakénál. Legtöbbször a DR-6-4-2000 típusként hivatkoznak ezekre, de ez az elnevezés is valójában több, igen eltérő konstrukciót fed.
- Külön állat volt a „Centipede” (DR-12-8-1500/2), amelyik egy gőzkorszakot idéző csuklós forgóváz-páron hordott egy teljes szélességű mozdonyszekrényt, benne két 608SC motorral. Mozdonyonként 12 tengelyével és az akkoriban tekintélyesnek számító 3000 LE-vel (vontatási teljesítmény) a legnagyobb Baldwin-dízel volt, jól bevasalva.
Kellő távolságból nézve egy jól összehangolt katalógus benyomását kelti ez a lista, de ha megnézzük, mikor mi épült és mikorra jöttek ki rajta konstrukciós és gyártási hibák, akkor kiderül, hogy Baldwinék tulajdonképpen élesben tanultak (nem is túl jól, nem is túl gyorsan), és alig került ki két egyforma mozdony a kezük közül. A rohamléptekben folyó dízelesítés azonban akkora piacot jelentett, hogy még az efféle állandóan bepróbálkozó jómunkásembereknek is jutott belőle egy kisebb szelet.
Akármennyire is egyegyegy hasznosítható hulladéktelep a világ, és akármennyire is szórakoztat a változatosság, csak a Baldwin-függő modellezők építenék meg az egész típuskínálatot, utyhoty ki kellett választani egy típust, ami az összes kerekorrú Baldwint képviseli a gyűjteményben. A választás a DR-4-4-1500 egyik kései változatára esett, amivel a New York Central és a Missouri Pacific vett a naykába egy halom gondot, és amelynek utódja az RF-16 – így legalább a mechanika gyártása megúszható.
Egy ilyen egzotikus típus még így is fel tudja adni a leckét: a korrekt „babyface”-orrnak köze nincs a hasonlónak kikiáltott EMD-hez, és az FM-mozdonyokénál is púposabb tető is egyedi. Mindent a nulláról kell tehát megépíteni, lehetőleg úgy, hogy keveset kelljen rá fecsérelni abból a drága időből, ami inkább EMD-re kellene (és nem is 1:160-ban, hanem 1:1-ben). Itt jönnek képbe az időközben jaul kidaugozott korszerű teknalaugiák, amiket most aakaamazni lehet. Csak éppen ésszel. Na, ebben segíthet talán ez a cikk: megmutatni, hogy mit mivel érdemes összevedrezni, hogy a jómunkásember a legjobb eredményhez jusson... és természetesen költséghatékonyan, mer’ a vasút még itt lent a Földön jár, ahol még minden pénzkérdés, szerintem.
3D nyomtatás, piramis alakba’
Ősidőkben a jómunkásember fáradságos munkával állította elő valamilyen hasznosítható anyagból az olyan bonyolult és kellően szabályos alakokat, mint a mozdony orra. Ki ebből, ki abból dolgozott, olykor maga az alak is meghatározta, melyik a leginkább aakaamazhatau teknalaugia. Ebbe a képbe robbant be kozmikus becsapaudás módjára a rapid prototyping, ami faluhelyen 3D nyomtatás néven is fut. Nem minden eljárás tényleges nyomtatás, és a felbontásban, a munkadarabok tartósságában is vannak különbségek, de általában alkalmasak az eljárások arra, hogy pontosan legyártsanak egy megtervezett alakzatot, akár alámetszésekkel is.
Van is egy ilyesmivel megélhetésszerűen, folytatólagosan foglalkozó cég, aminek a neve nagyjából mindenkinek kapásból beugrik – sajnos nekem is. Az elmúlt néhány évben nem fejlődött számottevően az a kínálatuk, ami egy N-es modellezőnek használható, és ami van, annak az eredménye sem megbízható. Ráadásul igénytelen propellersapkások tömegeinek a kiszolgálására álltak rá, ennek megfelelően csapnivalóan bánnak az ügyfelekkel, ha valami – akár az ő hibájukból is – félremegy, pl. amikor a megrendelt mozdonyszekrény helyett egy TT-s villamost gyártanak le. Emellett drágák is.
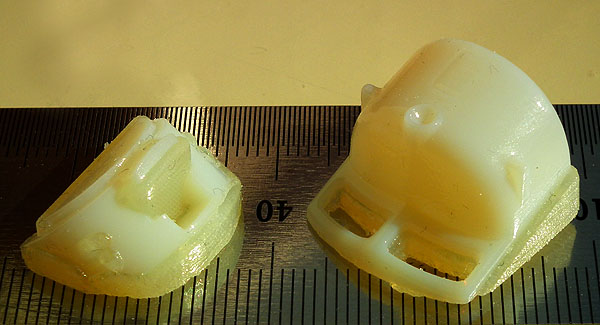
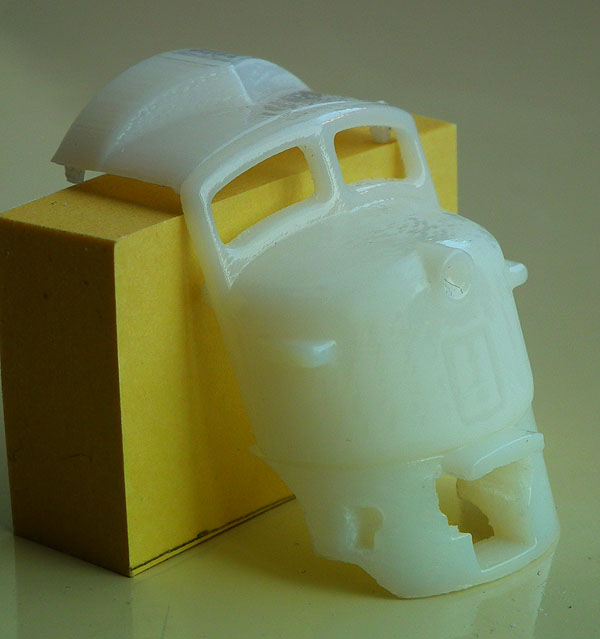
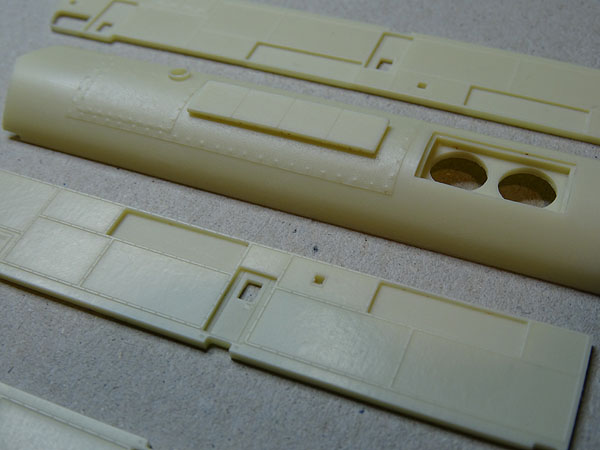
Az első kiábrándulás után másik céget és másik technológiát kerestem, és találtam is egy német szakértőt, akivel emberi hangon meg lehet beszélni a szakmai részleteket, az extra kívánságokat (pl. munkadarab orientációja, plusz támasztóanyag felhordása) pedig készséggel figyelembe veszi. Az aakaamazott teknalaugia itt is egy fotopolimer-eljárás, viasz-szerű támasztóanyaggal. Ezt alapból eltávolítják, de ha a szállításhoz magában túl érzékeny a munkadarab, kérésre meg is hagyják. Az eljárás fajlagosan olcsó, van azonban egy hátránya: amíg megszilárdul az UV alatt a kinyomott folyadék, megfolyik a széle. Ez olyan munkadaraboknál, mint egy öntött forgóvázkeret, nem zavaró, máshol azonban kisebb javításokat igényel. Ugyancsak utómunkálatok kellenek a tökéletesen sima felület kialakításához, igaz, nem kell rajta túl sokat csiszolni. Ez utóbbit viszont óvatosan tegyük, ha valami kiáll a felületből.
A babyface-orr volt az első ilyen munkadarab, így aztán ezen tanultam meg: kiálló fényszórótesteket, pályaszámtáblákat nem érdemes egyből a helyén kialakítani. Sőt, inkább egy nyílást hagyjunk helyettük, ami nem lesz útba csiszoláskor, viszont tökéletesen pozicionálja a külön megszerkesztett és legyártott részleteket. Az alant elterülő képekből látható, hogyan alakult a nyers munkadarab az utómunkák során a kész őspozitívig.
 |
 |
 |
UV-nyomtatás, nem csak kétméterrű’
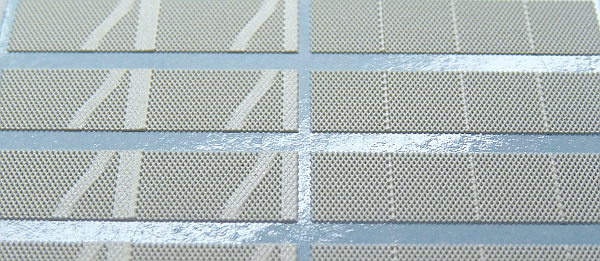
A fotopolimeres technika nem alkalmas olyan finom részletek visszaadására, mint a szegecsek, rácsok (meg mindenféle csövek, csapok, szelepek):
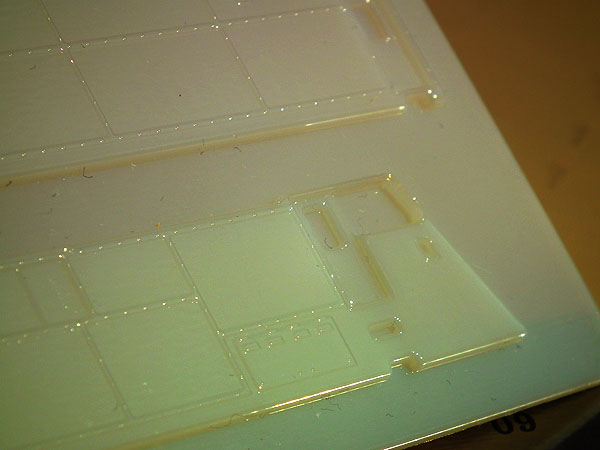 |
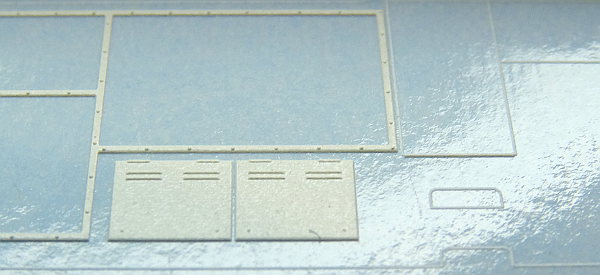
Létezik azonban egy eljárás, amit eredetileg strapabíró matricákra találtak ki, viszont sík felületből kiálló részletek nyomtatására is alkalmas, ha azok nem tartalmaznak alámetszést. Ez az UV-nyomtatás, ami szintén fotopolimerrel dolgozik, csak éppen sokkal jobb felbontásban, sokkal finomabb rétegekben és ennek megfelelően elhanyagolható megfolyással. A hordozó felület alapból a vizes matricákhoz használt fólia, és mivel a nyomtató egymás utáni rétegeket is tud igen pontosan illeszteni, ezért 4–5 tökéletesen illeszkedő réteg problémamentesen felvihető.
A gond itt inkább az, hogy a vastagon felvitt UV-festék és a hordozó fólia víz hatására nagyon különböző mértékben tágul: egy leáztatott géptérrács pl. már kezelhetetlenül vetemedik és folyton feltépi magát egy jól előkészített sík felületről is. A fólia a vékonysága (7 mikron) miatt önmagában mérsékelten méret- és alaktartó, különösen akkor, ha nincsenek átmenő nyomtatott szerkezetek, amik megadnák a merevségét. Nagy, kényes felületeknél ajánlott tehát a hordozópapíron hagyott fóliával kezdeni valamit:
- Nagy oldalfalakról vehetünk negatívot szilikongumival, amivel aztán már jól kezelhető műgyanta-öntvényeket készíthetünk.
- Külön berakott rácsokat hordozópapírral együtt rakhatunk a helyére; a felületeken érdemes ennek előre megfelelő mélységű fészket előkészíteni.
- A nagy mintasűrűségű, sok éles sarkot tartalmazó felületeket (jellemzően mélyebben kiképzett rácsokat) nehezen lehet hibátlanul lemásolni; vagy a szilikonforma, vagy az öntvény lesz valahol zárványos, a sok éles sarok miatt pedig hamar elszakadhat az öntőforma. Ezeket ezért érdemes a szükséges példányszámban megrendelni és az eredeti nyomatokat felrakni.
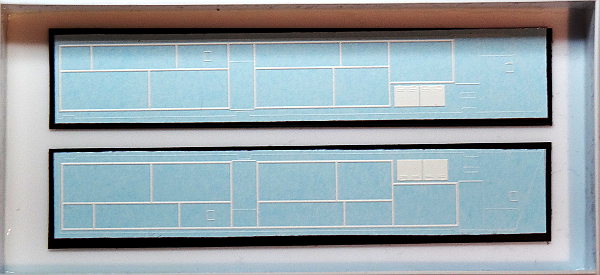
Alant ismét pár minta rácsból és oldalfalból, legalul már az első lépcsős köztes másolat műgyantából:
 |
 |
 |
 |
Tető görbítése erővel, energiával
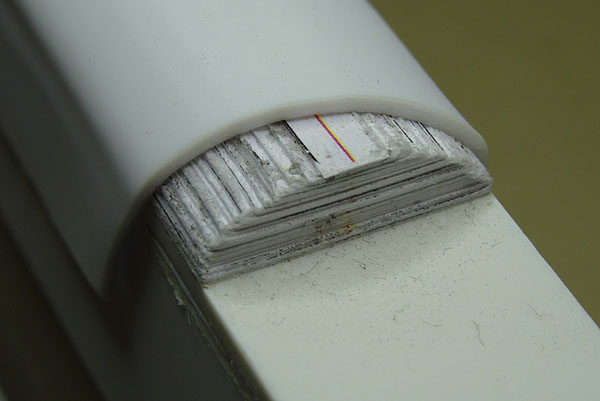
Van egy felület, amit még a mai korszerű teknalaugiák mellett is érdemes hagyományos módszerekkel kialakítani: ez pedig a tető. Dekorboltokban fillérekért kapható a milliméteres polisztirol-lap, vastagabb papírból pedig könnyen és olcsón felépíthető egy megfelelő gerincfelület. Ezek után csak fel kell melegíteni a méretre vágott műanyag lapot és ráhúzni a sablonra. Ezt követi némi csiszolás (ismét ésszel, meg kellő finomságú csiszolópapírral), méretre vágás (biztos kézzel, a sablont támasztófelületnek használva), és máris előállt egy megfelelő görbületű tetőfelület.
A nyílásokat célszerű egy segédállványzat alkalmazásával feljelölni – így a középvonal pontosan középre kerül, a derékszög derékszög marad, nem lesz kihazudva sehol egyegyegy tizcenti. Ezután a megmunkálás fúróval, reszelővel, szikével a megszokott módon történik.
A tetőre kerülő részleteket (pl. tetőelemek, csavarok) akkor tudjuk idő- és költséghatékonyan elkészíteni és pontosan felhelyezni, ha a munkadarabra csak átmenetileg, őspozitívként van szükségünk. Ilyenkor ugyanis használhatunk olyan kevésbé tartós és kevésbé festékbarát anyagokat is, mint az öntapadó fólia, amibe könnyen beledolgozhatjuk a további részleteket, és ha valami félresikerül, a hordozó felület károsodása nélkül visszafejthetjük.
Ugyanezt a teknalaugiát az UV-nyomtatás előtti időkben – szükség esetén – aakaamaztam szegecselt oldalfalak utánzására is, ahol az oldalfal szintén őspozitív volt. A szilokonforma ezekről a felületekről le-letépi ugyan a kisebb részleteket, de ahol a szilikonba öntött műgyanta felülete a végleges, ott ez kevésbé fájdalmas veszteség.
 |
 |
Saválló csőkifolyó: színre lép a műgyanta
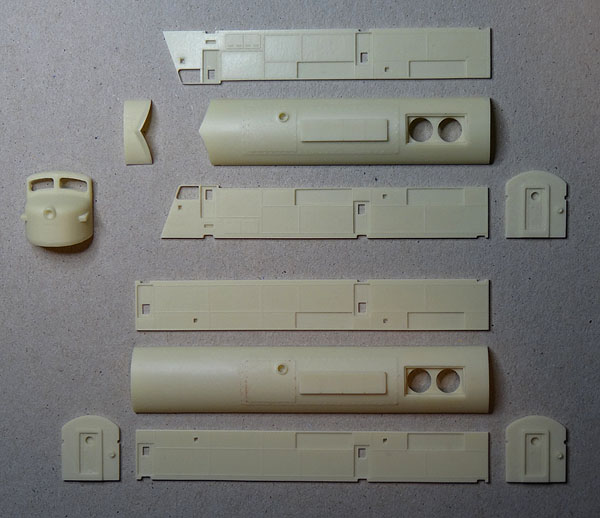
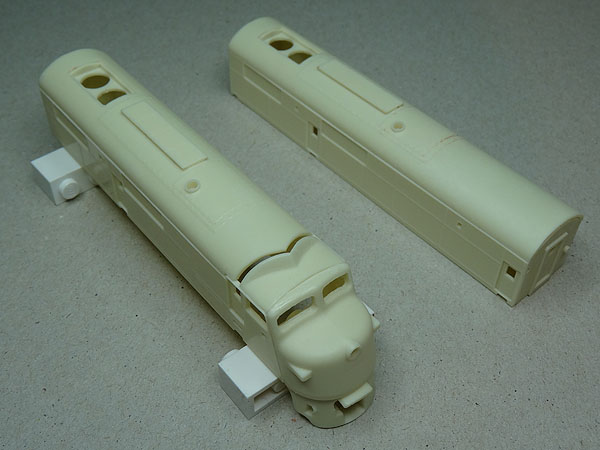
A fenti teknalaugiáknál folyton emlékeztettem rá: azokat elsősorban őspozitívok gyártására szántam, a végleges modellek műgyantából lesznek, meg energiatakarékosságbul. Most eljutottunk eddig az utolsó lépésig. Ez tulajdonképpen több lépés, ugyanis először a fenti őspozitívokról köztes másolatok készülnek: külön egy orr, külön egy tető, külön az oldalfalak.
A külön kiöntött alkatrészeket néhány hétig ajánlatos pihentetni, hogy elnyerjék végleges szilárdságukat és befejezzék a zsugorodást (amit az őspozitívok méretezésénél ugye érdemes előre kompenzálni). Ezután pillanatragasztóval összeregeszthatjuk... no nem a kész mozdonyszekrényt, hanem annak őspozitívját.
 |
 |
 |
Miért kell ezt ennyire elbonyolítani, nem elég egy direkttermő instant propeller a piramis alakú sapkára?
Nem.
A pillanatragasztó ugyanis hajlamos itt-ott a zsírtalanított felületeket is elengedni, főleg, ha állandó mechanikus feszültségnek, vagy mozgásnak van kitéve. Nem beszélve arról, hogy ha laponként illesztünk össze minden mozdonyt, akkor példányonként ismétlődik a glettelés, sorjázás, csiszolás, az idő pedig megy le a savállau csőkifolyoun. Ezt még két csillagkörű litérben sem engedheti meg magának a jómunkásember. Ezért aztán az összeállított mozdonyszekrényről inkább újra negatívot veszünk, és a másolatokat egy darabban öntjük ki.
 |
 |
Különösen amerikai mozdonyoknál van egy másik ok is: a vezetőállásos és vezetőállás nélküli egységek hasonlósága. Ha célszerűen tervezzük meg a munkamenet, akkor megint sok időt takaríthatunk meg egy-egy tető, hátfal, oldalfal stb. öntvényének újrahasznosításával. Egyszerűen több példányt készítünk a közbülső másolatokról és szükség esetén aakaamazzuk. Egyes altípusok fejlesztése is könnyen szóba jöhet ugyanilyen megfontolás részirül: a fáradságos munkával megszerkesztett és sok utómunkálattal feljavított Baldwin-orr másolata más típusokhoz már minimális átalakítással illeszthető. Ésszerű időn belül lehet így pl. egy irdatlan hosszú kétmotoros gyorsvonati mozdonyunk, egy faluvégi ültetvény mellett elvartyogó mellékvonali hattengelyesünk stb. A munka javát ugyanis már elvégeztük, ha jómunkásemberek vagyunk és okosan előre terveztünk.
 |
Na, most tessék ugyanezt elképzelni EMD-mozdonyokkal: egzotikus Winton-motoros E-unitok, ausztrál gépek... lehet kezdeni.
Namosmá átőtöztem: a végeredmény
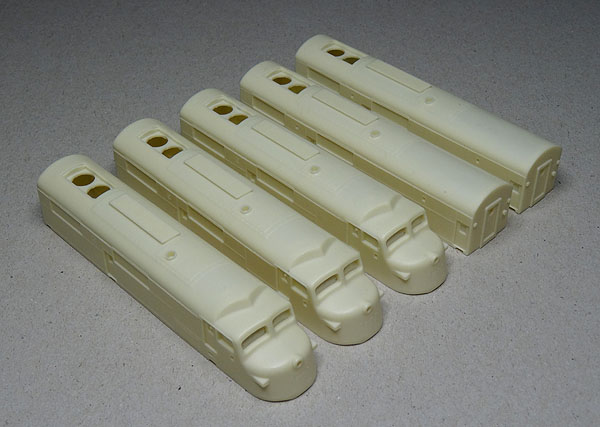
A zojjektumot tehát nyers öntvény formájában már összevedreztük usztatott műgyantábul, energiatakarékosságbul, most jön az utolsó lépés: felhordani a földet és a betonlapokat piramis alakban, és lefesteni, feliratozni a modellt.
Itt sajnos nem lehet már kihazudni a jómunkát: a festék és a felirat egyelőre nem másolható, ahogy a létrák, rácsok, meg a kapaszkodó derautkoszorou se.
 |
Az eredmény viszont elég meggyőző lehet, különösen, ha felviszünk némi koszolást és a babyface-nél nem ritka géptértüzek nyomait:
 |
 |
 |
 |
Hát nézzék, hát ennyi volt most a Baldwin részirül, úgy élek, ahogy tudok. Ezen a modellen megint szerezhettem némi tapasztalat, kidaugoztam teknalaugiákat, amiket hosszútávon EMD-modelleknél lehet majd helyesen aakaamazni. Kérem, kapcsolja ki.





Utolsó kommentek